

Продукция






-

Реверсивная зубчатая коробка передач для тяжелой прокатки алюминиевых материалов
-

Дифференциальный редуктор
-

Валковый прокатный стан
-
Редуктор для высокоскоростного мотального устройства / редуктор узкого исполнения для узкополосной навивки
-

Проект линии горячего правления шириной 1800 мм для Турции и Алжира СиноСтил Интернэшнл по (1 разматывателю и 1 моталке в каждом проекте)
-

Главный редуктор PLS750 Тайюань Плай
-

Линия травления и отжига в Индонезии Ичжун (CFHI) Иньдо Жуйпу(2 разматывателя, 1 моталка)
-

Проект линии непрерывной термообработки с воздушной подушкой для Жуйминь Чайна Ноуфер Технолоджи (2 разматывателя, 1 моталка)
-

Главный редуктор Вэйбао Металлургия
-

Зубчатая коробка передач прокатного стана
-

Черновой стан непрерывной прокатки шириной 800 мм для Хэнтун Чайна Ноуфер Технолоджи
-

Главный привод и редукторы для левой/правой моталки для Чжунчжунъюань Синьюй Машинери
-

Редуктор типа DCY
-

Зубчатые передачи & быстроходный вал-шестерня & тихоходное зубчатое колесо выходного вала
-

Шлицевое зубчатое колесо & вал-шестерня короткой длины
-

Редукторы для левой и правой моталок Сиань Вэйбао Металлургия



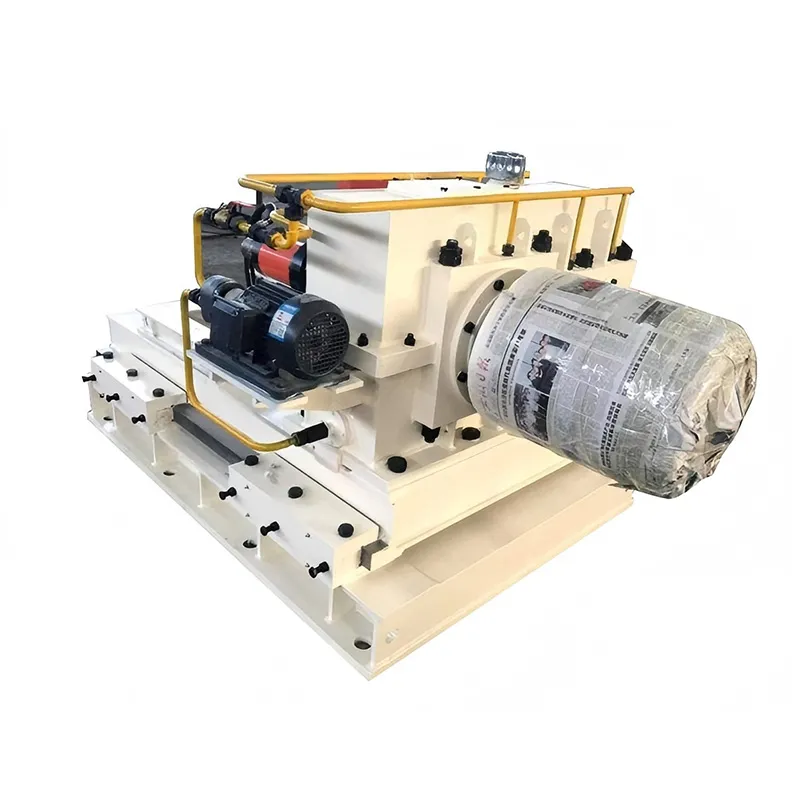
Пример проекта: Редуктор главного прокатного стана 2XB650.1.0
Пример проекта: Редуктор главного прокатного стана 2XB650.1.0 Данный проект представляет собой разработку редуктора для главного прокатного стана 2XB650.1.0 по индивидуальному заказу. Редуктор является ключевым элементом системы передачи мощности в условиях высоких нагрузок на линиях горячей и...
Описание
маркер
Пример проекта: Редуктор главного прокатного стана 2XB650.1.0
Данный проект представляет собой разработку редуктора для главного прокатного стана 2XB650.1.0 по индивидуальному заказу. Редуктор является ключевым элементом системы передачи мощности в условиях высоких нагрузок на линиях горячей и холодной прокатки в металлургической промышленности и специально разработан для непрерывной работы в условиях высокого крутящего момента и сильных ударов. В изделии используются кованые шестерни из высокопрочного сплава, высокоточная технология шлифования зубьев и оптимизированная система принудительной смазки. Все ключевые компоненты проходят неразрушающий контроль и испытания на ресурс при высоких нагрузках, что позволяет обеспечить безотказную работу в течение более 8000 часов в год и эффективно решить проблемы, характерные для традиционных редукторов в условиях работы прокатных станов, такие как износ, низкий КПД и высокие затраты на техническое обслуживание.
Мы предоставляем полный спектр услуг — от разработки проекта и прецизионного производства до монтажа и наладки на месте. В соответствии с технологическими параметрами прокатного стана заказчика мы можем настроить передаточное число, выходной крутящий момент и монтажные интерфейсы, обеспечивая совместимость с различными типами основного прокатного оборудования. Поставленные редукторы успешно применяются на нескольких металлургических производственных линиях, демонстрируя стабильную и надежную работу. Они помогают клиентам повысить эффективность прокатки и снизить риск простоев, одновременно способствуя процессу локализации высокотехнологичного металлургического трансмиссионного оборудования и обеспечивая прочную опору в виде основного оборудования для снижения затрат и повышения эффективности предприятий.
Основные технологические и технические параметры редуктора главного прокатного стана 2XB650.1.0
Основные характеристики шестерни
| Проект | I уровень | II уровень | III уровень |
| Крутящий момент (Н·м) | около 21 000 | ||
| Количество зубцов | 33/43 | 33/33 | 22/22 |
| Модуль (мм) / Угол наклона винта | 10 / 13° | 10 / 18°30'31" | 10 / 16°57'26.73" |
| Расстояние между осями (мм) | 390 | 348 | 230 |
| Точность зубчатых колес | 666 HK GB10095-88 | ||
| Материал зубчатых колес | 20CrMnMo (твердость зубьев: HRC 58–62) | ||
| Технические требования: | |||
| Регулирование температуры: | PT100 | ||
Перенос труб изнутри коробки наружу
Установить датчик расхода на входе масла
При отсутствии нагрузки площадь контакта зубчатой пары составляет ≥50 % по высоте зубца и ≥70 % по длине зубца.
Испытания в холостом режиме проводятся при частоте вращения 1000 об/мин в обоих направлениях по 1 часу. Требуется плавная работа, отсутствие необычных ударных звуков, отсутствие утечек масла в местах уплотнения и нормальный нагрев (≤45 °C).
В качестве смазочного масла следует использовать масло 220 или 330 в соответствии со стандартом GB5903.
Необрабатываемые наружные поверхности оборудования должны быть окрашены в соответствии со стандартом JB/T5000.12-1998 «Общие технические условия на нанесение покрытий». Перед окраской необрабатываемые поверхности подвергаются удалению ржавчины до степени чистоты Sa2 1/2 или SP.10. Поверхность покрытия должна быть однородной, с однородным цветом; не допускаются такие дефекты, как пропуски, отслоения, прилипшие частицы и загрязнения. Общая толщина пленки покрытия должна составлять 70–80 мкм. Обработанные поверхности всех деталей покрываются антикоррозионным маслом. Если нет единых требований к цвету, то наружные поверхности должны быть окрашены в кремовый цвет (Y03), вращающиеся детали — в ярко-красный цвет (R03), а внутренние поверхности корпусов и т. п. — в кремовый цвет (Y03). Окраска трубопроводов следующая: трубопроводы подачи жидкого масла окрашиваются в темно-желтый цвет (Y08); трубопроводы обратного слива жидкого масла — в коричнево-желтый цвет (Y05); трубопроводы сухого масла — в коричневый цвет (YR05); трубопроводы подачи (обратного слива) гидравлического масла — в ярко-зеленый цвет (G03); трубопроводы водяного охлаждения — в бледно-зеленый цвет (G02); трубопроводы сжатого воздуха — в бледно-голубой цвет (PB06).
")
")
")
")
связаться с нами
Сопутствующие популярные продукты
Валковый прокатный стан
Обобщающее название для всего оборудования, в котором пластическое формование металла осуществляется путём приложения давления двумя или более вращающимися навстречу друг другу прокатными валками.

Проект для Чжунчжунъюань Маган (2 разматывателя, 1 моталка)
Ценность продукта В рамках этого проекта компания Мааншаньской металлургической получила сверхмощ...

Закрытая прокатная клеть с цельнолитой станиной
В качестве несущей рамы (клети) используется цельнолитая или сварная закрытая станина, чья жесткость значительно превышает жесткость клетей открытого типа.

Проект линии подготовки для Чайна Металлурджи Саус Ляньган (2 разматывателя, 1 моталка)
Ценность продукта В рамках этого проекта Проект по строительству южного подразделения по подготов...
Черновой стан непрерывной прокатки шириной 800 мм для Хэнтун Чайна Ноуфер Технолоджи
Ценность продукта В рамках этого проекта поставляются левый и правый разматыватели с редукторами ...

Редуктор для прокатки толстолистового металла и высокоскоростной распределительный редуктор
Редуктор для прокатки толстолистового металла — специально разработан для толстолистовых станов, обладает увеличенным межосевым расстоянием и повышенной мощностью для привода тяжелых прокатных валков.

2 комплекта для линии щелочной очистки для Шаньдун Чуансинь №1 Чайна Ноуфер Технолоджи
Ценность продукта В рамках этого проекта были поставлены разматывающие и перемоточные устройства ...

Проект для Динсинь Индонезия(1 разматыватель, 1 моталка)
Ценность продукта В рамках этого проекта была поставлена полная система разматывающих и наматываю...

Проект для Ичжун (CFHI) Учжоу Синьфэн(2 разматывателя, 2 моталки)
Ценность продукта В рамках этого проекта были поставлены разматывающие и перемоточные устройства ...

Комбинированный редуктор Линюаньская сталь
Ценность продукта Эта усиленная комбинированная коробка передач является стандартизированным пром...
Дифференциальный редуктор
Зубчатая коробка передач, сконструированная по принципу разделения мощности. Посредством дифференциального или планетарного зубчатого механизма входная мощность автоматически и равномерно распределяется на два или более выходных вала, обеспечивая строгую синхронизацию нескольких приводных точек.

Редуктор с зубчатой рейкой ограничительного типа ZS
Специальный редуктор, объединяющий зубчатую передачу и преобразование движения в линейное перемещение по рейке. Посредством зацепления шестерни на выходном валу с внешней неподвижной зубчатой рейкой, собственное вращательное движение редуктора преобразуется в точное прямолинейное перемещение всего механизма вдоль направления рейки.

Комплект из 9 редукторов для линии шириной 1450 мм Сианьский институт тяжёлого машиностроения, для Хэбэй Цзинъе( очистка, правка-тяжение, обрезка кромок — 5 разматывателей, 4 моталки)
Ценность продукта В рамках этого проекта было поставлено основное оборудование для четырехвалково...
Проект линии непрерывной термообработки с воздушной подушкой для Жуйминь Чайна Ноуфер Технолоджи (2 разматывателя, 1 моталка)
Ценность продукта В рамках этого проекта было поставлено основное оборудование, включая разматыва...

Проект №3-4 для Группа «Цинто»(4 разматывателя, 2 моталки)
Ценность продукта Разматыватель и наматыватель для этого проекта являются критически важным обору...
Шлицевое зубчатое колесо & вал-шестерня короткой длины
Шлицевое зубчатое колесо имеет внутреннее или наружное шлицевое соединение, позволяющее не только передавать крутящий момент, но и осуществлять осевое перемещение для изменения скорости или сцепления.












