


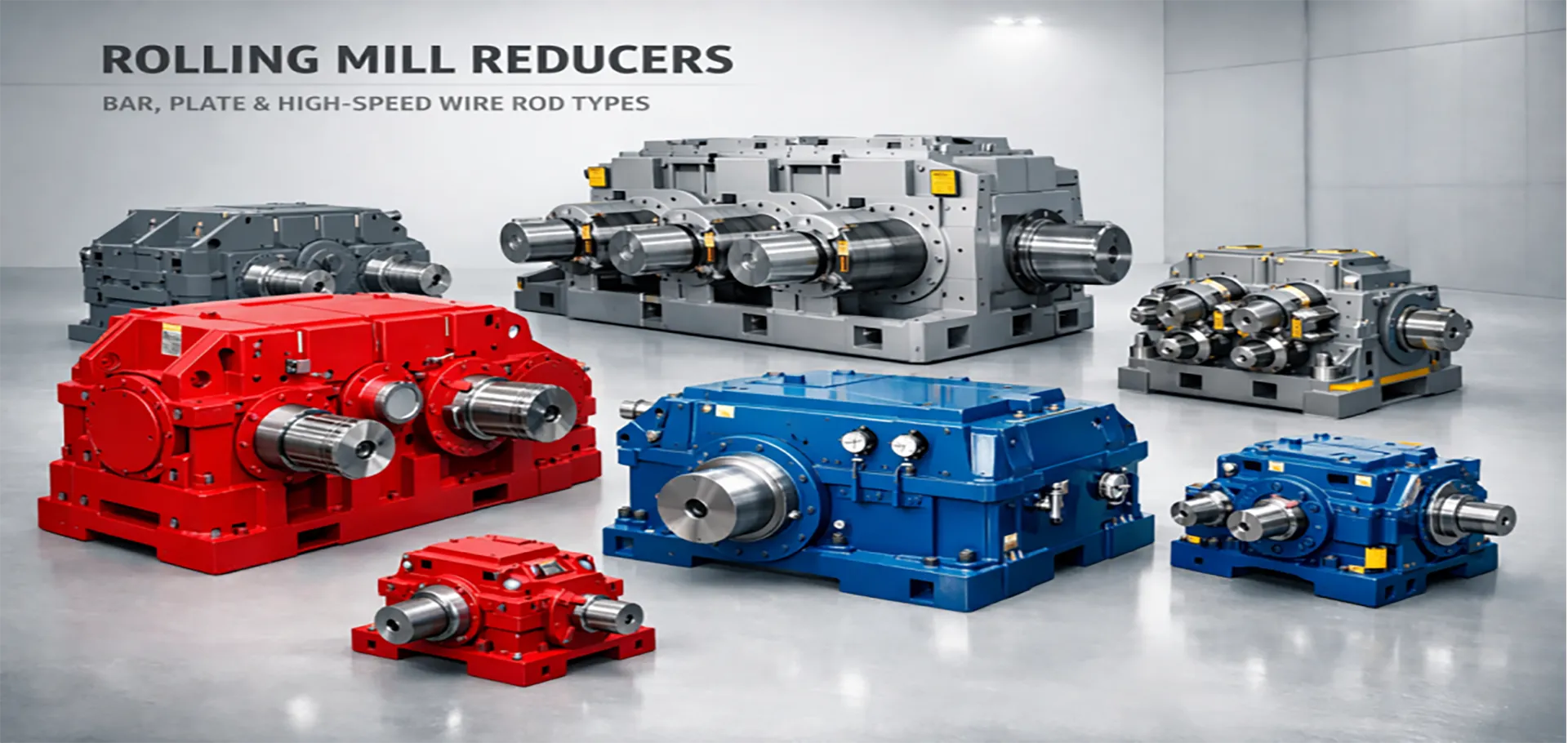
Популярные продукты
У нас есть широкий ассортимент продукции, способный удовлетворить любые требования клиентов!

Редуктор типа JBYN420 Чайна Ноуфер Технолоджи
Ценность продукта Этот проект включает в себя модернизацию редуктора путем оптимизации передаточного числа существующего комбинированного редуктора прокатного стана JBYN420, что позволяет значительно увеличить скорость прокатки (до 700 м/мин). ...

Редуктор типа JB1160 Чайна Ноуфер Технолоджи
Ценность продукта В рамках этого проекта поставляется главная редукторная коробка сверхвысокой мощности (2×1500 кВт) с номинальным выходным крутящим моментом 1000 кН·м, которая служит основным компонентом главных приводных систем тяжелых прокат...

Проект линии горячего правления шириной 1800 мм для Турции и Алжира СиноСтил Интернэшнл по (1 разматывателю и 1 моталке в каждом проекте)
Ценность продукта Этот проект представляет собой экспортную инициативу по производству горячего выравнивающего станка 1800 мм, ориентированного на международный рынок Турции. Его ценность заключается в поставке Турция ООО Tosality основного обо...

Холодный нереверсивный четырехвалковый стан для прокатки алюминиевой ленты шириной 1550 мм Хэнань Юнтун (1 разматыватель, 1 моталка, 1 главный редуктор)
Ценность продукта Главный редуктор служит в качестве основного силового компонента, разработанного для высокопрочного и высокоточного холодного прокатывания алюминиевой ленты. Его основная ценность заключается в двухскоростной конструкции (высо...
У нас есть выбор из следующих товаров

Проект линии подготовки для Чайна Металлурджи Саус Ляньган (2 разматывателя, 1 моталка)
Ценность продукта В рамках этого проекта Проект по строительству южного подразделения по подготовке стали в Ляньюане, Китайская металлургическая группа (два открытых и один рулонный) была поставлена подготовительная установка, состоящая из «дву... 
Проект линии непрерывного травления и отжига для Чайна Металлурджи Саус Ляньган (8 комплектов)
Ценность продукта В рамках этого проекта были разработаны комплексные технические спецификации по проектированию и производству оборудования для покрытия линии непрерывного кислотного отжига Ляньюане. Его ценность заключается в создании исключи... 
Проект линии подготовки кремнистой стали для Чайна Металлурджи Саус Аньган (2 разматывателя, 1 моталка)
Ценность продукта В рамках этого проекта было поставлено основное оборудование для установки по подготовке кремниевой стали ООО Китайская металлургическая Южная Аньшаньская сталь. Его ценность заключается в предоставлении специализированных реш... 
Проект линии непрерывного травления и правления для Чайна Металлурджи Цзинчэн Таншань Цюаньфэн
Ценность продукта В рамках этого проекта ООО Таншань Цюаньфэн было поставлено основное оборудование для линии непрерывного травления и правки. Его ценность заключается в возможности обработки различных марок стали, включая простую углеродистую ... 
Проект №1-2 для Группа «Цинто»(2 разматывателя, 1 моталка)
Ценность продукта Разматыватель и наматыватель для этого проекта являются критически важным оборудованием, специально разработанным для работы с крупногабаритными тяжелыми стальными рулонами (весом до 30 тонн), которые используются на линии тра... 
Комбинированный редуктор Линюаньская сталь
Ценность продукта Эта усиленная комбинированная коробка передач является стандартизированным промышленным продуктом, специально разработанным для применения в высокомощных и высокоскоростных трансмиссиях. Ее ценность заключается в предоставлени... Наши новости

10
07/2026Экспорт комплекта главных редукторов и моталок в Казахстан: расширение присутствия на рынках Центральной Азии
Важная новость в сфере международной торговли: компания Anhui Haiyi Heavy Industry успешно завершила оформление экспортных документов и отгрузку комплекта прокатного оборудования — включая промышленные главные редукторы и моталки — для заказчика из Казахстана. Это событие стало очередным шагом в расширении присутствия компании на зарубежном рынке тяжелого машиностроения. Главный редуктор обеспечивает надежную и стабильную передачу мощности на линию прокатки, а моталка гарантирует точность намотки листового металла; в совокупности это оборудование идеально подходит для стандартных местных линий листовой прокатки и металлообработки. Чтобы соответствовать климатическим условиям и специфике эксплуатации в Центральной Азии, компания оптимизировала антикоррозийную конструкцию оборудования, а также повысила его морозостойкость и устойчивость к погодным воздействиям, обеспечив надежную работу в сложных условиях эксплуатации за рубежом. Перед отправкой оборудование прошло комплексные испытания и точную калибровку рабочих параметров для упрощения монтажа на объекте; также были предоставлены подробные монтажные чертежи и руководства по техническому обслуживанию, гарантирующие успешный ввод оборудования в эксплуатацию. Благодаря высокой надежности и экономической эффективности прокатного оборудования компания Haiyi Heavy Industry отмечает устойчивый рост числа зарубежных заказов. В последние годы компания активно осваивает рынки Центральной Азии и русскоязычных регионов, стабильно поставляя высококачественное металлургическое прокатное оборудование и комплектующие. В дальнейшем Haiyi Heavy Industry продолжит совершенствовать индивидуальные решения для зарубежных клиентов, а также улучшать процессы международной доставки и послепродажного обслуживания. Опираясь на мощный производственный потенциал, компания стремится укрепить свои позиции на промышленных рынках русскоязычных стран и утвердить репутацию производителя высококлассного китайского тяжелого оборудования.

10
07/2026Поставка усиленных зубчатых колес и вал-шестерен в г. Цзиюань: залог стабильной работы тяжелого оборудования
Компания Anhui Haiyi Heavy Industry отгрузила партию усиленных компонентов трансмиссии (зубчатых колес и вал-шестерен) промышленному заказчику в городе Цзиюань (провинция Хэнань). Эти детали предназначены для эксплуатации в условиях высоких нагрузок — в частности, в крупногабаритном горнодобывающем и металлургическом оборудовании, а также в мощных конвейерных системах, — что предъявляет особые требования к качеству материалов и точности изготовления. Для обеспечения устойчивости к экстремальным нагрузкам и ударным воздействиям, характерным для такой техники, компания использует высокопрочные материалы с увеличенной толщиной сечения, усиливает критически важные несущие узлы и повышает общую грузоподъемность изделий. Благодаря профессиональной термической обработке детали приобретают превосходные показатели твердости, вязкости и износостойкости, что позволяет им эффективно работать в суровых промышленных условиях и значительно превосходить стандартные аналоги по сроку службы. Компания располагает полным циклом производства компонентов трансмиссии, самостоятельно выполняя все этапы — от ковки и прецизионной механической обработки до закалки, отпуска и высокоточного шлифования, — без привлечения сторонних подрядчиков, что гарантирует строгий контроль качества и соблюдение сроков выполнения заказов. Кроме того, компания предлагает изготовление деталей по чертежам или образцам, оперативно удовлетворяя потребности в техническом обслуживании и замене комплектующих для различных видов тяжелого оборудования, в том числе устаревших моделей. Обладая многолетним опытом в сфере производства компонентов для тяжелой промышленности, компания Anhui Haiyi Heavy Industry завоевала доверие и наладила долгосрочное сотрудничество со множеством промышленных и горнодобывающих предприятий региона Центральных равнин (Чжунъюань) благодаря своим мощным производственным возможностям и надежному качеству продукции. В дальнейшем компания намерена продолжать свою деятельность в данном секторе, стремясь выпускать высококачественные промышленные комплектующие, обеспечивающие надежную работу крупногабаритного тяжелого оборудования.

10
07/2026Успешная поставка редуктора способствует развитию тяжелой промышленности в провинции Хубэй
Недавно высокопроизводительный редуктор модели XF750A.0, разработанный и произведенный компанией Anhui Haiyi Heavy Industry, успешно прошел пусконаладочные работы и эксплуатационные испытания. Устройство было официально отгружено заказчику в городе Сяньнин (провинция Хубэй) для установки на оборудование предприятий тяжелой промышленности. Благодаря научно обоснованной оптимизации конструкции данный редуктор отличается высоким передаваемым крутящим моментом, превосходным КПД и отличными характеристиками теплоотвода. Он способен надежно работать в сложных промышленных условиях, характерных для горнодобывающей отрасли, производства строительных материалов и эксплуатации мощных конвейерных систем. Агрегат работает плавно и с низким уровнем шума, прост в обслуживании и отличается высокой практичностью. В процессе сборки компания уделяла особое внимание точности литья, величине бокового зазора в зацеплении и герметичности уплотнений, что позволило существенно повысить долговечность редуктора и его устойчивость к внешним воздействиям. Перед отгрузкой изделие прошло испытания как на холостом ходу, так и под полной нагрузкой; это позволило выявить и устранить возможные недостатки, гарантируя стабильную и безопасную работу, а также минимизируя риск возникновения неисправностей в процессе эксплуатации у заказчика. Компания Anhui Haiyi Heavy Industry специализируется на разработке и производстве редукторов, выпуская как стандартные модели, так и изделия по индивидуальным заказам; передаточные числа, монтажные размеры и конфигурация выходных валов могут быть адаптированы под конкретные требования различного оборудования. Придерживаясь принципов высокоточного производства и бескомпромиссных стандартов качества, компания продолжит инвестировать в исследования и разработки оборудования для передачи механической энергии. Оптимизируя внутреннюю конструкцию и совершенствуя производственные процессы, предприятие стремится способствовать устойчивому росту тяжелой промышленности в провинции Хубэй и соседних регионах, поставляя высокоэффективные редукторы.












