

Продукция






-
Редуктор для высокоскоростной прокатки катанки и редуктор для высокоскоростной поворотной клети
-

Закрытая прокатная клеть с цельнолитой станиной
-

Цилиндрический редуктор и редуктор развернутого типа
-

Проект линии горячей прокатки полосы шириной 1100 мм Тяньцзинь Чжунчжун Готан
-

Черновой стан непрерывной прокатки шириной 800 мм для Хэнтун Чайна Ноуфер Технолоджи
-

Зубчатые передачи & быстроходный вал-шестерня & тихоходное зубчатое колесо выходного вала
-

Главный привод и редукторы для левой/правой моталки для Чжунчжунъюань Синьюй Машинери
-

Редуктор с твердо зубчатыми колесами типов QY / QJY
-

Комплект из 9 редукторов для линии шириной 1450 мм Сианьский институт тяжёлого машиностроения, для Хэбэй Цзинъе( очистка, правка-тяжение, обрезка кромок — 5 разматывателей, 4 моталки)
-

Звездочки & ведущий/ведомый вал-шестерня
-

Проект для Чжунчжунъюань Маган (2 разматывателя, 1 моталка)
-

Проект линии подготовки кремнистой стали для Чайна Металлурджи Саус Аньган (2 разматывателя, 1 моталка)
-
Раздаточная коробка передач для транспортировки
-

Проект линии подготовки для Чайна Металлурджи Саус Ляньган (2 разматывателя, 1 моталка)
-
Линия травления и правления №1 шириной 2250 мм для Чайна Металлурджи СИЭЙДИ Гуанси Шэнлун (1 разматыватель, 1 моталка)
-

Проект для Ичжун (CFHI) Учжоу Синьфэн(2 разматывателя, 2 моталки)


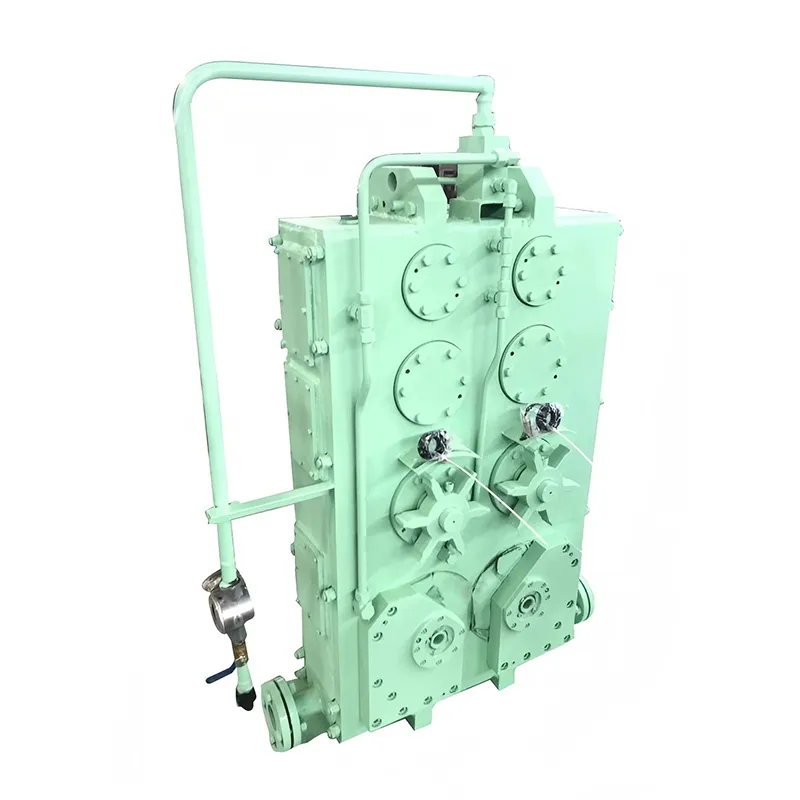
Главный редуктор PLS750 Тайюань Плай
Ценность продукта В рамках этого проекта поставляется главная редукторная коробка, отвечающая исключительно строгим техническим требованиям для высокотехнологичной линии по производству длинных титановых изделий. Ее ценность заключается в сверхвысоких стандартах производства и контроле качеств...
Описание
маркер
Ценность продукта
В рамках этого проекта поставляется главная редукторная коробка, отвечающая исключительно строгим техническим требованиям для высокотехнологичной линии по производству длинных титановых изделий. Ее ценность заключается в сверхвысоких стандартах производства и контроле качества, направленных на достижение максимальной надежности и производительности. Благодаря тщательному контролю на каждом этапе — от производства шестерен и корпусов до сборки — и всестороннему отслеживанию качества на протяжении всего процесса, этот продукт обеспечивает беспрецедентную точность и стабильность передачи при обработке высококачественных металлов, таких как титан. Это гарантирует высочайшее качество конечного продукта, отвечающего строгим требованиям высокотехнологичных применений в аэрокосмической, медицинской и других критически важных отраслях.
Преимущества и особенности продукта
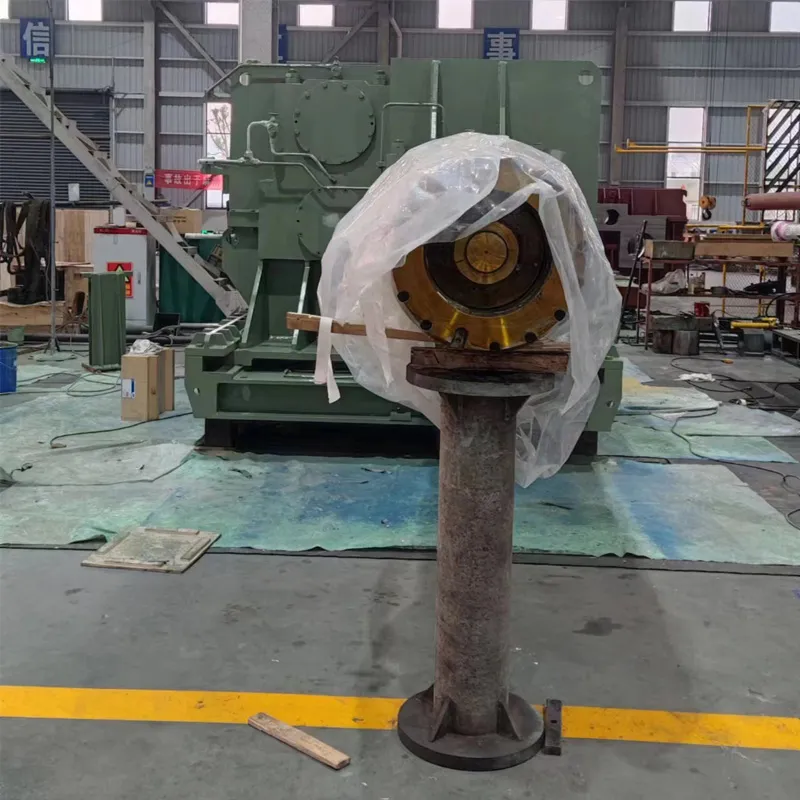
Высококачественные материалы и процессы термообработки: в зубчатых колесах используются высококачественные легированные стали, такие как 20CrMnMo или 20CrMnTi (электропечная сталь, рафинированная в ковше или вакуумно-раскислена), с ковочным коэффициентом не менее 3. Они проходят сложную термообработку, включая газовую цементацию и повторную закалку, достигая твердости сердцевины ≥32 HRC и твердости поверхности, соответствующей спецификациям чертежа.
Комплексная система неразрушающего контроля: критически важные компоненты, включая поковки и шестерни, проходят ультразвуковой контроль (1-й класс в зоне зубьев) после черновой токарной обработки, а затем магнитопорошковый контроль после закалки. Микроструктуры (мартенсит, остаточный аустенит, карбиды) подвергаются строгой классификации.
Высокоточная обработка: шестерни подвергаются высокоточной шлифовке, а корпуса — чистовой обработке на станках с ЧПУ или цифровым дисплеем. После сборки зазор между сопрягаемыми поверхностями верхнего и нижнего корпусов составляет ≤0,05 мм.
Строгие процедуры сборки и испытаний: Условия сборки должны быть чистыми. Зазор подшипника измеряется и документируется. Зазор пары зубчатых колес и схемы контакта регистрируются с помощью клейкой ленты (использование проволоки и красного свинцового порошка запрещено). Ведутся подробные записи пробных запусков.
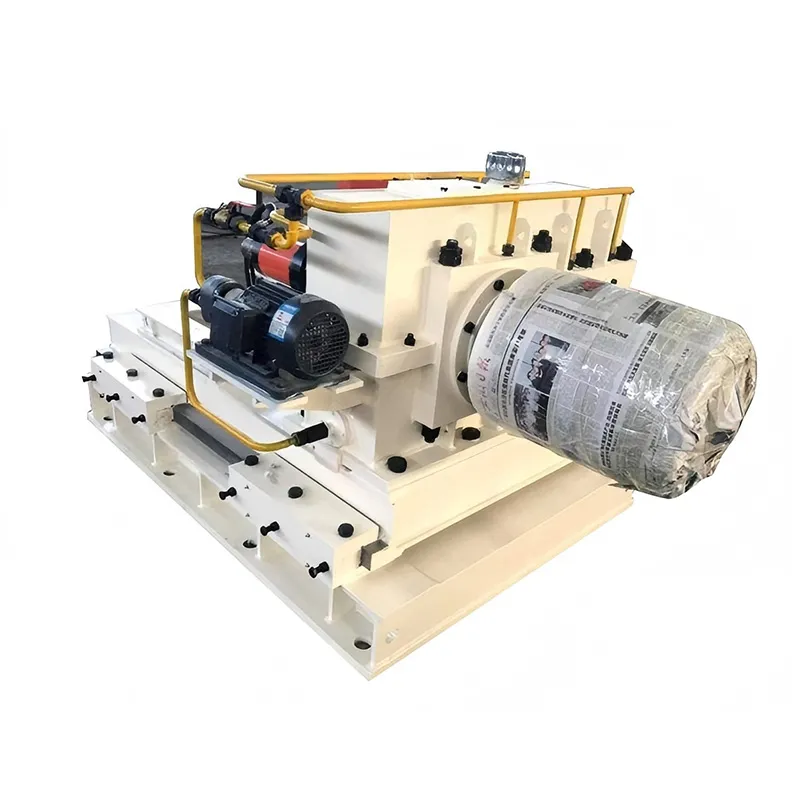
Конструкция внутренних смазочных трубопроводов: все смазочные линии имеют внутреннюю прокладку с запорными клапанами и индикаторами расхода на входах масла. Трубы проходят кислотную травление, пассивацию и герметизацию, что исключает необходимость промывки после установки.
Комплексные стандарты разграничения и поставки продукции: определены четкие точки разграничения для входных/выходных валов и смазочных интерфейсов. Предусмотрены контрольные приборы, включая манометры, расходомеры и термометры, с подробными спецификациями поставки.
Обзор проекта
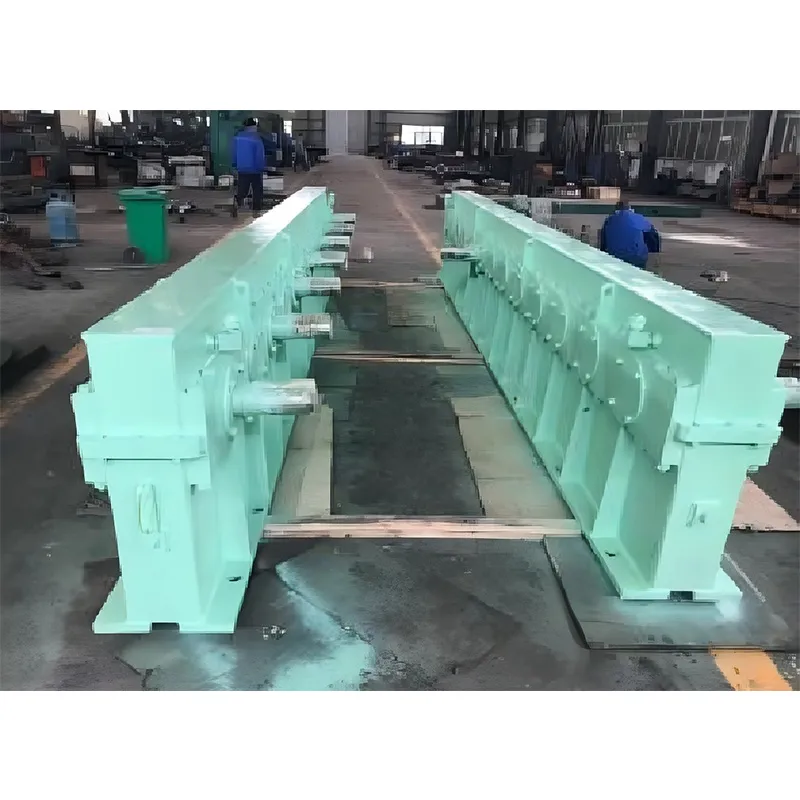
В рамках данного проекта поставляется редуктор главной коробки передач PLS750 для ООО Тайюань Пулайсе Баоцзи Титановой долины проекта по производству длинных изделий PLS750 Редуктора Главной коробки передача. Материал шестерен — 20CrMnMo или 20CrMnTi, обработанный с помощью электропечной плавки, ковшевой рафинировки или вакуумной дегидратации, с ковочным коэффициентом не менее 3. Шестерни подвергаются газовой цементации и повторной закалке, что позволяет достичь твердости поверхности в соответствии с чертежными спецификациями и твердости сердцевины более 32 HRC. Корпус имеет сварную конструкцию, подвергается дробеструйной обработке и капиллярному контролю. Используется принудительная смазка тонким маслом, все смазочные линии проложены внутри.
Ценность для клиентов
Соответствие высоким требованиям прокатки длинных изделий из титанового сплава
Прокатка длинных изделий из титанового сплава предъявляет строгие требования к надежности и точности системы передачи. В этом продукте на протяжении всего производственного цикла используются высококачественные процессы — от плавки материала (электропечная сталь + рафинирование в ковше/вакуумное дегидрирование) до термообработки (газовое цементация + повторная закалка) — что обеспечивает надежную работу зубчатых колес в условиях высоких нагрузок.
Исключительное обеспечение качества материала
Кованые зубчатые колеса имеют ковочный коэффициент не менее 3, размер зерна 6 или мельче, а также проходят ультразвуковое испытание поверхности зубьев, достигая 1 класса. Это гарантирует отсутствие дефектов в материале, обеспечивая безопасность и надежность системы передачи с самого начала.
Система отслеживания качества
На каждом этапе производства обязательно составляются протоколы проверок, включающие химический состав, механические свойства, ультразвуковые испытания, записи термообработки, магнитопорошковую дефектоскопию и металлографические микрофотографии. Это создает комплексную цепочку отслеживания качества, облегчающую управление качеством для заказчика.
Превосходные характеристики уплотнения и смазки
Принудительная масляная смазка интегрирована с конструкцией внутренних трубопроводов. Впускное отверстие для масла оснащено запорным клапаном и индикатором расхода масла, а для возвратного отверстия масла предусмотрены парные фланцы. На входном валу установлен датчик температуры, что позволяет точно контролировать и управлять системой смазки.
Краткое изложение преимуществ для заказчика
| Размер | Подробные технические характеристики |
| Соответствие строгим требованиям к прокатным длинномерным изделиям из титанового сплава | Прокатка длинномерных изделий из титанового сплава требует исключительно высоких стандартов надежности и точности от системы передачи. В этом продукте применяются строгие производственные процессы на протяжении всего производственного цикла, от плавки материала (электропечная сталь + рафинирование в ковше/вакуумное дегидрирование) до термообработки (газовое цементация + повторная закалка), что обеспечивает надежную работу зубчатых колес в условиях высоких нагрузок. |
| Исключительное качество материалов | Кованые зубчатые колеса имеют ковочный коэффициент не менее 3, размер зерна 6 или мельче, а ультразвуковое испытание зоны зубьев достигает 1 степени, что гарантирует отсутствие дефектов в целостности материала и обеспечивает безопасность и надежность системы передачи с самого начала. |
| Система отслеживания качества | На каждом этапе производства обязательно составляются протоколы проверок, включающие химический состав, механические свойства, ультразвуковые испытания, записи термообработки, магнитопорошковую дефектоскопию и металлографические микрофотографии. Это создает комплексную цепочку отслеживания качества, облегчая управление качеством для заказчика. |
| Превосходные характеристики уплотнения и смазки | В системе смазки используется принудительная смазка тонким маслом с интегрированной конструкцией трубопроводов. На входе масла установлен запорный клапан и индикатор расхода, а фланцы обратного масла предусмотрены парами. На входном валу установлены датчики температуры, что позволяет точно контролировать и управлять системой смазки. |
Проблемы клиентов, решаемые с помощью данного продукта
Высокие ударные нагрузки при прокатке титановых сплавов
Материалы из титановых сплавов обладают высокой твердостью и значительной деформационной стойкостью, что создает значительную ударную нагрузку на редукторы во время прокатки. Данный продукт обеспечивает устойчивость редукторов к сложным условиям прокатки титановых сплавов благодаря высококачественной ковке (коэффициент ковки ≥3), цементации и закалке (твердость сердцевины ≥32 HRc) и строгому неразрушающему контролю.
Контроль качества цементационного слоя корпуса редуктора
Качество цементационного слоя напрямую влияет на несущую способность и срок службы редуктора. В данном продукте строго контролируется потенциал цементации, чтобы предотвратить образование крупных или сетевых карбидов. Металлографическая структура цементационного слоя проверяется и классифицируется в соответствии с GB/T 25744, при этом поверхностный мартенсит и остаточный аустенит ≤ 4 класса, а карбиды ≤ 3 класса, что обеспечивает надежное качество цементационного слоя.
Деформация и напряжения при сварке корпуса
Сварные корпуса подвержены остаточным напряжениям и деформации. Данный продукт проходит термообработку после сварки с предоставлением записей кривой нагрева. После дробеструйной очистки и капиллярного контроля зазор между сопрягаемыми поверхностями верхнего и нижнего корпусов после сборки не превышает 0,05 мм, что обеспечивает точность корпуса и герметичность уплотнения.
Загрязнение смазочной линии после установки на месте
Все смазочные линии имеют внутреннюю прокладку. Трубопроводы оборудования проходят промывку, травление кислотой, пассивацию и герметизацию, что позволяет избежать необходимости дополнительной промывки после установки на месте. Это решает проблемы загрязнения, присущие традиционным внешним трубопроводам во время транспортировки и установки.
Матрица способности к решению проблем
| Размер | Подробная спецификация |
| Проблемы высокой ударной нагрузки при прокатке титановых сплавов | Материалы из титанового сплава обладают высокой твердостью и значительной деформационной стойкостью, что создает значительные ударные нагрузки на редукторы во время прокатки. В этом продукте используются высококачественные поковки (коэффициент ковки ≥3), он проходит обработку цементацией и закалкой (твердость сердцевины ≥32 HRC) и соответствует строгим протоколам неразрушающего контроля. Эти меры гарантируют, что редуктор выдерживает сложные условия прокатки титанового сплава. |
| Контроль качества цементационных слоев корпуса редуктора | Качество цементированного слоя напрямую влияет на несущую способность и срок службы зубчатого колеса. В данном продукте строго контролируется потенциал цементирования, чтобы предотвратить образование крупных или сетевых карбидов. Металлографическая структура цементированного слоя проверяется и классифицируется в соответствии с GB/T 25744, при этом поверхностный мартенсит и остаточный аустенит ≤ 4 класса, а карбиды ≤ 3 класса, что обеспечивает надежное качество цементированного слоя. |
| Проблемы деформации сварных швов и напряжений в конструкциях редуктора | Сварные корпуса подвержены остаточным напряжениям и деформации. Этот продукт проходит термообработку после сварки с предоставлением записей кривой нагрева. После дробеструйной обработки и капиллярного контроля зазор между сопрягаемыми поверхностями верхнего и нижнего корпусов после сборки не превышает 0,05 мм, что обеспечивает точность корпуса и герметичность уплотнения. |
| Загрязнение смазочной линии после установки на месте | Все смазочные трубопроводы имеют внутреннюю прокладку. Трубопроводы оборудования проходят промывку, кислотную травление, пассивацию и герметизацию, что позволяет избежать необходимости повторной промывки после установки. Это устраняет проблемы загрязнения, связанные с традиционными внешними трубопроводами во время транспортировки и установки. |
")
")
связаться с нами
Сопутствующие популярные продукты

Проект редуктора разматывателя для линии подготовки Тайюаньской стали (1 разматыватель)
Ценность продукта Этот проект представляет собой основное решение по разматыванию для линии попер...

Проект №3-4 для Группа «Цинто»(4 разматывателя, 2 моталки)
Ценность продукта Разматыватель и наматыватель для этого проекта являются критически важным обору...

Линия травления и правления №2 шириной 2250 мм для Чайна Металлурджи СИЭЙДИ Гуанси Шэнлун (1 разматыватель, 1 моталка)
Ценность продукта В рамках этого проекта компания Гуанси Шэнлун получила сверхширокую линию травл...

Пример проекта: Редуктор главного прокатного стана 2XB650.1.0
Пример проекта: Редуктор главного прокатного стана 2XB650.1.0 Данный проект представляет собой ра...

Проект толкательно-тянущей линии травления и правки Янчжоу Хэнжунь(1 разматыватель, 1 моталка)
Ценность продукта В рамках этого проекта ООО Цзинъе стальная компания получила полную линию протр...
Редуктор для высокоскоростного мотального устройства / редуктор узкого исполнения для узкополосной навивки
Высокоскоростное мотальное устройство для никелевой ленты представляет собой навивное оборудование, объединяющее прецизионную передачу и систему контроля натяжения.
Проект линии подготовки кремнистой стали для Чайна Металлурджи Саус Аньган (2 разматывателя, 1 моталка)
Ценность продукта В рамках этого проекта было поставлено основное оборудование для установки по п...

Чистовой стан холодной прокатки алюминиевой ленты шириной 1850 мм для Лидао Чайна Ноуфер Технолоджи (1 разматыватель, 1 моталка)
Ценность продукта В рамках этого проекта для линии холодной прокатки алюминиевой ленты шириной Ли...

Проект редукторов для разматывателей и моталок линии непрерывного горячего цинкования для Чайна Металлурджи СИЭЙДИ Жичжао Баохуа (4 разматывателя, 4 моталки)
Ценность продукта В рамках этого проекта для линии непрерывного цинкования Ричжао Баохуа была пос...

Реверсивная зубчатая коробка передач для тяжелой прокатки алюминиевых материалов
Зубчатая передача с большим крутящим моментом и низкой частотой вращения, специально разработанная для реверсивного процесса прокатки алюминиевых полос и листов. Обладает способностью выдерживать интенсивные знакопеременные нагрузки.
Редуктор с твердо зубчатыми колесами типов QY / QJY
Цилиндрический редуктор с зубчатыми колесами твердой закалки (твердость HRC58-62), изготовленными из высококачественной легированной стали по технологии цементации, закалки и шлифовки зубьев.

Машина для правки начального участка и валковая правильная машина
Машина для правки начального участка предназначена в первую очередь для предварительного исправления местного изгиба в головной части сортового проката (например, двутавровых балок, рельсов), возникающего из-за резки или отрезки.
Черновой стан непрерывной прокатки шириной 800 мм для Хэнтун Чайна Ноуфер Технолоджи
Ценность продукта В рамках этого проекта поставляются левый и правый разматыватели с редукторами ...

Комбинированный редуктор Линюаньская сталь
Ценность продукта Эта усиленная комбинированная коробка передач является стандартизированным пром...

Пример проекта редукторов размотки и намотки для линии растяжно-изгибающей правки 1850 мм компании «Чжунсе Гочао»
Пример проекта редукторов размотки и намотки для линии растяжно-изгибающей правки 1850 мм компани...

Проект для Динсинь Индонезия(1 разматыватель, 1 моталка)
Ценность продукта В рамках этого проекта была поставлена полная система разматывающих и наматываю...












