

Продукция






-

Проект линии непрерывного травления и правления для Чайна Металлурджи Цзинчэн Таншань Цюаньфэн
-

Проект №3-4 для Группа «Цинто»(4 разматывателя, 2 моталки)
-

Проект линии подготовки кремнистой стали для Чайна Металлурджи Саус Аньган (2 разматывателя, 1 моталка)
-

Редукторы для левой и правой моталок Сиань Вэйбао Металлургия
-

Комплект из 9 редукторов для линии шириной 1450 мм Сианьский институт тяжёлого машиностроения, для Хэбэй Цзинъе( очистка, правка-тяжение, обрезка кромок — 5 разматывателей, 4 моталки)
-

Проект линии непрерывной термообработки с воздушной подушкой для Жуйминь Чайна Ноуфер Технолоджи (2 разматывателя, 1 моталка)
-

Проект для Чжунчжунъюань Маган (2 разматывателя, 1 моталка)
-

Главный привод и редукторы для левой/правой моталки для Чжунчжунъюань Синьюй Машинери
-

Холодный нереверсивный четырехвалковый стан для прокатки алюминиевой ленты шириной 1550 мм Хэнань Юнтун (1 разматыватель, 1 моталка, 1 главный редуктор)
-

Машина для правки начального участка и валковая правильная машина
-

Прямозубые, косозубые и двухвенцовые зубчатые колеса
-

Цилиндрический редуктор и редуктор развернутого типа
-
Раздаточная коробка передач для транспортировки
-

Проект толкательно-тянущей линии травления и правки Янчжоу Хэнжунь(1 разматыватель, 1 моталка)
-

Дифференциальный редуктор
-

Зубчатые передачи & быстроходный вал-шестерня & тихоходное зубчатое колесо выходного вала
")
")
")
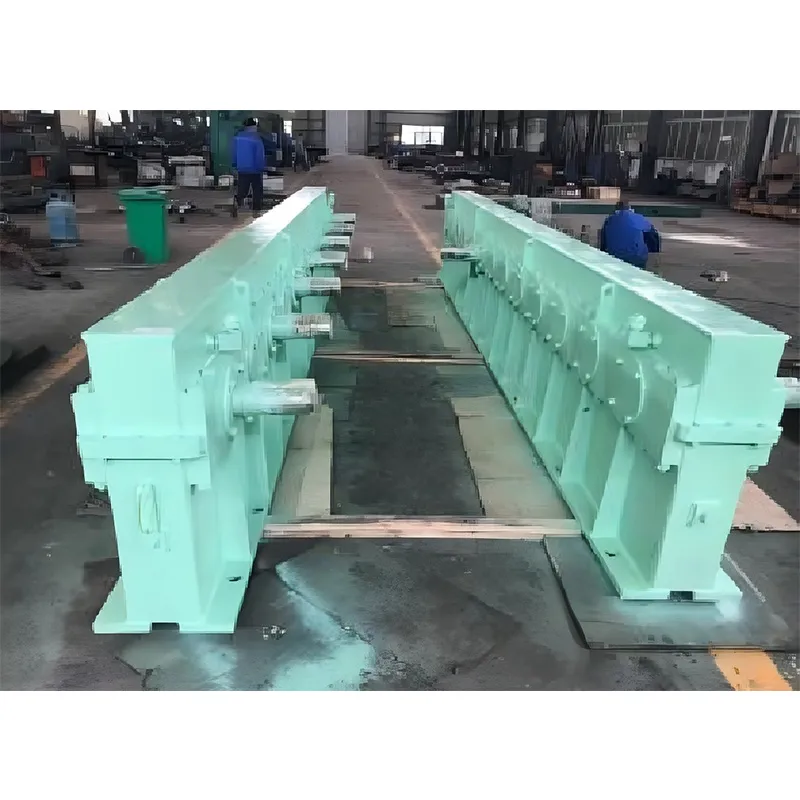
Проект редуктора разматывателя для линии подготовки Тайюаньской стали (1 разматыватель)
Ценность продукта Этот проект представляет собой основное решение по разматыванию для линии поперечной резки TISCO грузоподъемностью 40 тонн. Его ценность заключается в надежной обработке негабаритных стальных рулонов (до 40 тонн) с помощью стабильного и точного управления скоростью и натяжени...
Описание
маркер
Ценность продукта
Этот проект представляет собой основное решение по разматыванию для линии поперечной резки TISCO грузоподъемностью 40 тонн. Его ценность заключается в надежной обработке негабаритных стальных рулонов (до 40 тонн) с помощью стабильного и точного управления скоростью и натяжением. Строгое соблюдение комплексных производственных спецификаций, включая стандартизированное управление от сварки до окраски, обеспечивает исключительную надежность и долговечность. Это создает прочную основу для непрерывного производства высокого качества, значительно снижая риски простоя и затраты на техническое обслуживание, связанные с поломками оборудования.
Преимущества и особенности продукта
Прочная конструкция: разработана специально для работы со стальными рулонами весом до 40 тонн, обладает исключительной несущей способностью, что выделяет ее среди других продуктов этой категории.
Двухскоростное управление: скорость агрегата работает в двух режимах — 60 м/мин и 120 м/мин (что соответствует передаточным числам редуктора i=12 и i=24) — что позволяет гибко адаптироваться к различным ритмам производства и требованиям технологического процесса.
Комплексные производственные спецификации: подробные технические стандарты регулируют весь производственный процесс, включая сварку (резка с ЧПУ), литье, ковку, механическую обработку, трубные фитинги (сварка корней TIG) и сборку, обеспечивая стабильно высокое качество.
Строгий контроль допусков и точности: вводятся точные требования на уровне микрометров к шероховатости поверхности (точность значения Ra до 1,6 мкм), допускам по форме и положению (IT13/класс A) и динамической балансировке роликов (класс G6.3).
Тщательные спецификации сборки и покрытия: от марок подшипниковой смазки до индикаторов «отметок» по центральной линии, а также толщины грунтовки и верхнего слоя покрытия (35-40 мкм) — все требования тщательно соблюдаются, что значительно повышает долговечность продукции и удобство установки на месте.
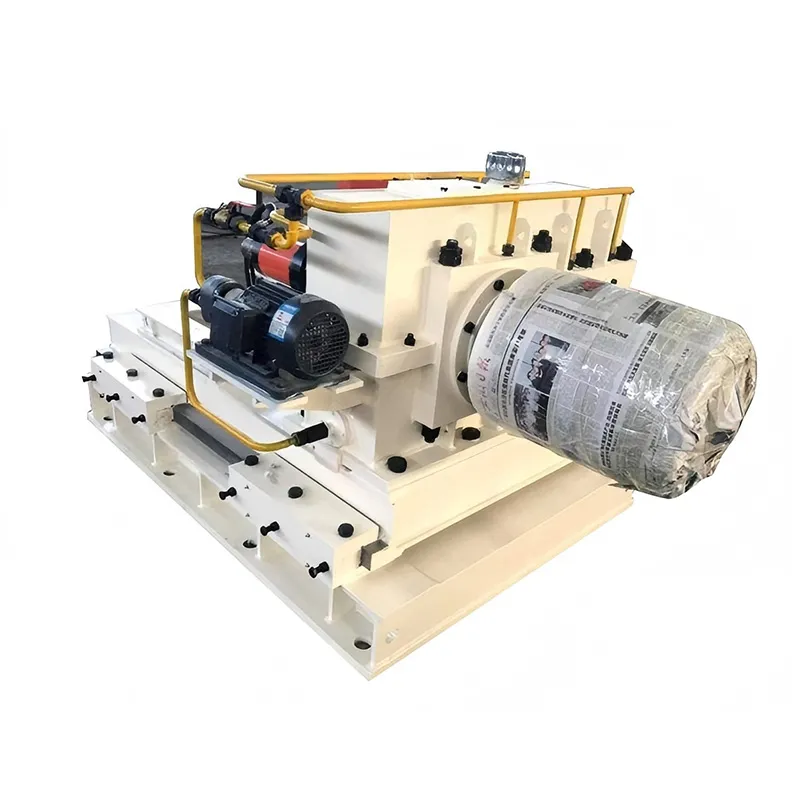
Система принудительной смазки: использование принудительной масляной смазки обеспечивает адекватное охлаждение и смазку критически важных компонентов при высоких нагрузках, что продлевает срок их службы.
Обзор проекта
В рамках данного проекта поставляется система редуктора разматывателя для 3-й линии поперечного раскроя холодного прокатки ООО Таянгуана. Размотчик рассчитан на максимальный вес рулона 40 тонн, с диапазоном расширения барабана 675–790 мм (наклонный клиновой тип). Передаточное число главного редуктора составляет i=4, а вспомогательных редукторов — i=12 и i=24. Скорость линии составляет 60/120 м/мин, максимальное натяжение размотки — 35,3 кН. Система оснащена двигателем ABB мощностью 250 кВт и использует принудительную масляную смазку. Производственные процессы включают строгие требования к сварке, литью, ковке, механической обработке, трубным фитингам и методам сборки.
Ценность для клиентов
Адаптация для тяжелых поперечных операций
Максимальная грузоподъемность 40 тонн соответствует требованиям поперечной обработки крупногабаритных рулонов холоднокатаной стали на ООО Цинтуо, обеспечивая стабильную опору и плавное разматывание тяжелых рулонов в процессе разматывания.
Гибкое переключение между двумя скоростями
Основное передаточное число редуктора i=4 в сочетании с двойным передаточным числом вспомогательного редуктора i=12/i=24 позволяет переключаться между скоростями 60/120 м/мин. Это позволяет удовлетворить требования по поперечной резке для различной толщины и ширины полос, повышая гибкость производственной линии.
Гарантия высокого качества производства
Строгое соблюдение контроля качества на всех этапах процесса включает в себя резку и вырубку с ЧПУ, управление спецификациями сварки, неразрушающий контроль ковки и термообработку, а также травление кислотой и пассивацию трубных фитингов. Это гарантирует стабильное качество и надежность оборудования при поставке.
Точный контроль качества поверхности
Подробные спецификации стандартов шероховатости поверхности (Ra=1,6–100 мкм) и геометрических допусков (класс IT13) обеспечивают точное сопряжение между редукторами и вспомогательным оборудованием, гарантируя точность размеров поперечно-раскройных изделий.
Краткое изложение ценности для клиента
| Размер | Подробные технические характеристики |
| Подходит для поперечной резки с большим весом рулонов | Максимальная грузоподъемность 40 тонн позволяет выполнять поперечную резку крупногабаритных рулонов холоднокатаной стали на заводе Taiyuan Iron and Steel, обеспечивая стабильную опору и плавное разматывание тяжелых рулонов в процессе размотки. |
| Двухскоростное гибкое переключение | Основное передаточное число i=4 в сочетании с двойным передаточным числом вспомогательной коробки передач i=12/i=24 позволяет переключаться между двумя скоростями 60/120 м/мин. Это позволяет удовлетворить требования к скорости поперечной резки для различной толщины и ширины полос, повышая гибкость производственной линии. |
| Гарантия высокого качества изготовления | На протяжении всего процесса строго соблюдается строгий контроль качества, включая резку и вырубку с ЧПУ, контроль спецификаций сварки, неразрушающий контроль ковки и термообработку, а также травление кислотой и пассивацию трубных фитингов. Это обеспечивает стабильное качество и надежность оборудования при поставке. |
| Точный контроль качества поверхности | Указаны подробные спецификации для различных стандартов шероховатости поверхности (Ra=1,6~100 мкм) и геометрических допусков (класс IT13). Это гарантирует точное соединение между редуктором и сопутствующим оборудованием, обеспечивая точность размеров поперечно-раскройных изделий. |
Проблемы клиентов, решаемые с помощью данного продукта
Проблемы стабильности при размотке тяжелых рулонов
Тяжелые стальные рулоны весом 40 тонн демонстрируют значительную инерцию при начальной размотке, что легко приводит к колебаниям натяжения и отклонению полосы. Данный продукт обеспечивает стабильную размотку тяжелых рулонов благодаря наклонной клинообразной конструкции барабана и точному расчету передаточного числа в сочетании с точным регулированием скорости высокопроизводительных двигателей ABB.
Баланс между скоростью поперечной резки и точностью
Линии поперечной резки предъявляют строгие требования как к скорости, так и к точности резки. Конструкция с двумя скоростями (60/120 м/мин) позволяет операторам выбирать оптимальную скорость в соответствии с характеристиками полосы, максимально повышая эффективность производства и обеспечивая точность резки.
Чистота трубопровода оборудования
Все трубопроводные фитинги проходят аргонодуговую сварку для соединения базового слоя, после чего промываются, подвергаются кислотному травлению, пассивации и герметизации. Это позволяет достичь состояния, при котором после установки не требуется дополнительная промывка, что исключает загрязнение смазочной системы остаточными примесями, характерными для традиционных трубопроводов.
Динамическая балансировка роликов
Все типы роликов проходят испытания на динамическую балансировку (класс G6.3) для устранения вибрации, вызванной дисбалансом, что позволяет сохранить качество поверхности и точность размеров поперечно-раскроенных изделий.
Краткое изложение возможностей по решению проблем
| Размер | Подробные технические характеристики |
| Проблемы стабильности при размотке больших рулонов | При начальном разматывании тяжелые 40-тонные стальные рулоны демонстрируют значительную инерцию, что легко приводит к колебаниям натяжения и смещению полосы. Данный продукт обеспечивает стабильное разматывание тяжелых рулонов благодаря наклонной клинообразной конструкции барабана и точному расчету передаточного числа в сочетании с точным регулированием скорости высокопроизводительных двигателей ABB. |
| Баланс между скоростью поперечной резки и точностью | Линии поперечной резки предъявляют строгие требования как к скорости, так и к точности резки. Конструкция с двумя скоростями (60/120 м/мин) позволяет операторам выбирать оптимальную скорость в соответствии с характеристиками полосы, максимально повышая эффективность производства и обеспечивая точность резки. |
| Проблемы чистоты трубопровода оборудования | Все трубные фитинги проходят TIG-сварку корня, промывку, травление кислотой, пассивацию и герметизацию. Этот процесс гарантирует, что они не требуют дополнительной промывки после установки на месте, что исключает загрязнение смазочных систем, вызванное остаточными примесями в традиционных трубопроводных установках. |
| Проблемы динамической балансировки роликов | Все ролики проходят испытания на динамическую балансировку (класс G6.3) для устранения вибрации, вызванной дисбалансом. Это гарантирует качество поверхности и точность размеров поперечно-раскройных изделий. |
 (4)")
связаться с нами
Сопутствующие популярные продукты
Редуктор для высокоскоростного мотального устройства / редуктор узкого исполнения для узкополосной навивки
Высокоскоростное мотальное устройство для никелевой ленты представляет собой навивное оборудование, объединяющее прецизионную передачу и систему контроля натяжения.

Проект №1-2 для Группа «Цинто»(2 разматывателя, 1 моталка)
Ценность продукта Разматыватель и наматыватель для этого проекта являются критически важным обору...

Редуктор типа DCY
Трехступенчатый редуктор с твердозубчатыми колесами коническо-цилиндрического типа. Первая ступень — коническая передача, обеспечивающая перекрещивание осей ввода и вывода мощности под углом 90 градусов.

Пример проекта редукторов размотки и намотки для линии растяжно-изгибающей правки 1850 мм компании «Чжунсе Гочао»
Пример проекта редукторов размотки и намотки для линии растяжно-изгибающей правки 1850 мм компани...

Установка для выдавливания слитков
Транспортное устройство, расположенное между нагревательной печью и обжимным станом. Посредством толкателя или захватного механизма плавно и быстро извлекает нагретую до технологической температуры заготовку из нагревательной печи и точно перемещает её на приемный рольганг обжимного стана.

Комбинированный редуктор Линюаньская сталь
Ценность продукта Эта усиленная комбинированная коробка передач является стандартизированным пром...
Проект линии подготовки кремнистой стали для Чайна Металлурджи Саус Аньган (2 разматывателя, 1 моталка)
Ценность продукта В рамках этого проекта было поставлено основное оборудование для установки по п...

Проект линии горячего правления шириной 1800 мм для Турции и Алжира СиноСтил Интернэшнл по (1 разматывателю и 1 моталке в каждом проекте)
Ценность продукта Этот проект представляет собой экспортную инициативу по производству горячего в...

Звездочки & ведущий/ведомый вал-шестерня
Звездочки используются в сочетании с цепью для передачи мощности или транспортировки материалов. Ведущий/ведомый вал-шестерня представляет собой деталь, в которой зубчатое колесо и вал выполнены как единое целое.

Проект для Ичжун (CFHI) Учжоу Синьфэн(2 разматывателя, 2 моталки)
Ценность продукта В рамках этого проекта были поставлены разматывающие и перемоточные устройства ...

Проект линии непрерывного травления и отжига для Чайна Металлурджи Саус Ляньган (8 комплектов)
Ценность продукта В рамках этого проекта были разработаны комплексные технические спецификации по...
Главный привод и редукторы для левой/правой моталки для Чжунчжунъюань Синьюй Машинери
Ценность продукта Этот проект предоставляет компании Синьюпо производству железа и стали высокопр...

Чистовой стан холодной прокатки алюминиевой ленты шириной 1850 мм для Лидао Чайна Ноуфер Технолоджи (1 разматыватель, 1 моталка)
Ценность продукта В рамках этого проекта для линии холодной прокатки алюминиевой ленты шириной Ли...

Линия травления и правления №2 шириной 2250 мм для Чайна Металлурджи СИЭЙДИ Гуанси Шэнлун (1 разматыватель, 1 моталка)
Ценность продукта В рамках этого проекта компания Гуанси Шэнлун получила сверхширокую линию травл...
Комплект из 9 редукторов для линии шириной 1450 мм Сианьский институт тяжёлого машиностроения, для Хэбэй Цзинъе( очистка, правка-тяжение, обрезка кромок — 5 разматывателей, 4 моталки)
Ценность продукта В рамках этого проекта было поставлено основное оборудование для четырехвалково...
Прямозубые, косозубые и двухвенцовые зубчатые колеса
Прямозубые колеса используются в простых передачах; косозубые колеса являются наиболее распространенным типом зубьев в промышленных редукторах; двухвенцовые колеса применяются в коробках передач станков, судовых силовых установках, тяжелых транспортных средств.












