

Продукция





-

Чистовой стан холодной прокатки алюминиевой ленты шириной 1850 мм для Лидао Чайна Ноуфер Технолоджи (1 разматыватель, 1 моталка)
-

Звездочки & ведущий/ведомый вал-шестерня
-

Прокатная клеть с короткой линией напряжений
-

Редуктор типа DCY
-

Шлицевое зубчатое колесо & вал-шестерня короткой длины
-
Раздаточная коробка передач для транспортировки
-

Проект линии подготовки для Чайна Металлурджи Саус Ляньган (2 разматывателя, 1 моталка)
-

Проект линии подготовки кремнистой стали для Чайна Металлурджи Саус Аньган (2 разматывателя, 1 моталка)
-

Дифференциальный редуктор
-

2 комплекта для линии щелочной очистки для Шаньдун Чуансинь №1 Чайна Ноуфер Технолоджи
-

Комбинированный редуктор Линюаньская сталь
-

Редукторы для левой и правой моталок Сиань Вэйбао Металлургия
-

Редуктор с зубчатой рейкой ограничительного типа ZS
-

Закрытая прокатная клеть с цельнолитой станиной
-

Прямозубые, косозубые и двухвенцовые зубчатые колеса
-

Установка для выдавливания слитков
")
")
")
Проект редуктора разматывателя для линии подготовки Тайюаньской стали (1 разматыватель)
Сырье (максимальный вес рулона): макс. 40 т
Барабан разматывателя (диапазон расширения): 675–790 мм
Конструкция барабана разматывателя: клиновая (косоклиновая) система
Описание
маркер
Основные технологические параметры разматывателя
Сырье (максимальный вес рулона): макс. 40 т
Барабан разматывателя (диапазон расширения): 675–790 мм
Конструкция барабана разматывателя: клиновая (косоклиновая) система
Способ размотки: верхняя размотка
Передаточное число главного редуктора разматывателя: i = 4
Передаточное число вспомогательного редуктора разматывателя: i = 12 / i = 24 (двухскоростной)
Скорость линии: 60 / 120 м/мин
Натяжение при размотке: макс. 35,3 кН
Тип двигателя: 3-двигателя M3BP 355SMC 6B3 (ABB)
Параметры двигателя: Мощность 250 кВт
Способ смазки:
Зацепление и подшипники корпуса редуктора: принудительная циркуляционная смазка жидким маслом
Барабан: ручная консистентная смазка
Прижимной ролик: ручная консистентная смазка
Технические требования к производственным процессам
(1) Сварка
Все сварные детали и узлы должны изготавливаться из заготовок, полученных методом числового программного управления (ЧПУ) резки. Стыковка и сварка всех сварных конструкций должны строго выполняться в соответствии с предварительно разработанными технологическими процессами и сборочно-сварочными нормативами. В процессе изготовления необходим постоянный контроль для строгого управления сварочными деформациями и качества сварных швов. Технологические процессы и сварочные процедуры должны корректироваться по мере необходимости в зависимости от фактических условий.
(2) Литье
Отливки должны производиться в соответствии с требованиями технической документации. Испытания проводятся на одной группе отливок из каждой партии одной плавки.
(3) Ковка
Ковка поковок, контроль качества, дефектоскопия, термообработка и твердость должны соответствовать требованиям технической документации.
(4) Механическая обработка
Точность обработки всех деталей, подвергаемых механической обработке, должна соответствовать требованиям технической документации.
(5) Трубопроводные элементы (трубные узлы)
Для всех трубных узлов должны применяться следующие меры: сварка корневого шва методом аргонодуговой сварки, промывка, травление, пассивация и герметизация отверстий. Узлы должны соответствовать условиям, исключающим необходимость повторной промывки в течение установленного срока годности. Соединения трубных элементов по возможности должны выполняться с помощью сварных трубных соединений (сварных отводов, тройников и т.д.), обеспечивая плавный переход в местах изгибов. Форма труб в местах изгибов не должна искажаться. Внутренняя поверхность трубопроводов должна быть тщательно очищена.
(6) Сборка и монтаж
Все оборудование должно собираться и проходить пробный пуск в соответствии с требованиями технической документации.
Технические требования к изготовлению нестандартного оборудования
(1) Форма и размеры разделки кромок под сварку
Общее требование: кромки свариваемых стальных листов толщиной более 20 мм должны иметь разделку. Основные формы и размеры разделки кромок должны соответствовать стандарту GB985-88.
(2) Шероховатость поверхности
2.1 Поверхность листового проката после резки: Ra = 50 мкм.
2.2 Поверхность литых деталей: Ra = 100 мкм.
2.3 Поверхности, сопрягаемые с наружными и внутренними кольцами подшипников качения: Ra = 1,6 мкм.
2.4 Поверхности скользящих сопряжений: Ra = 1,6 мкм.
2.5 Прочие сопрягаемые поверхности: Ra = 3,2 мкм.
2.6 Поверхности для монтажа и соединения деталей: Ra = 12,5 мкм.
2.7 Установочные поверхности станины оборудования и фундамента: Ra = 12,5 мкм.
2.8 Наружная цилиндрическая поверхность резинообкладных валков: Ra = 3,2 мкм.
2.9 Наружные цилиндрические поверхности всех валков: Ra = 3,2 мкм.
(3) Допуски формы и расположения
3.1 Неуказанные допуски размеров соответствуют стандарту GB/T1804-92, степень IT13.
3.2 Неуказанные допуски формы и расположения соответствуют стандарту GB/T1184-1996, класс А.
(4) Допуски формы, расположения и динамическая балансировка валков
4.1 Цилиндричность:
Ø400~Ø500: 60 мкм
Ø300~Ø400: 50 мкм
Ø110~Ø200: 40 мкм
4.2 Соосность наружной цилиндрической поверхности валка относительно линии, соединяющей центры подшипников на обоих концах (базовой линии A-B):
Ø800~Ø1250: 60 мкм
Ø500~Ø800: 50 мкм
Ø300~Ø400: 40 мкм
4.3 Все типы валков, включая: правильные валки, подающие валки, отклоняющие ролики, измерительные ролики натяжения, прижимные ролики и т.д., должны подвергаться динамической балансировке. Класс балансировочного качества – G6,3 (GB/T9239-1988).
(5) Сборка оборудования, маркировка центральных линий
5.1 Параллельность линий, соединяющих центры подшипников на обоих концах (базовых линий A-B) смежных валков в одном устройстве: 150 мкм.
5.2 Перпендикулярность линии, соединяющей центры подшипников на обоих концах валка (A-B), относительно центральной линии станины оборудования: 150 мкм.
5.3 Отклонение геометрического центра наружной цилиндрической поверхности валка от центральной линии станины оборудования (совпадающей с центральной линией агрегата): ±1 мм.
5.4 Подшипники и поверхности относительного скольжения должны быть заполнены консистентной смазкой. Марка смазки: 1# литиевая смазка с противозадирными присадками (стандарт GB7323-87).
5.5 На обоих концах центральной линии станины оборудования (совпадающей с центральной линией агрегата), в легкодоступных для обзора местах, должны быть нанесены «керновые» метки для удобства монтажа и контроля оборудования на месте.
(6) Окраска оборудования
Правила окраски для данного проекта следующие:
6.1 Грунтовка: грунтовка C06-1, железоокисная алкидная, толщина слоя 35-40 мкм.
6.2 Межоперационная защита от коррозии: внутренние поверхности трубопроводов покрываются пусковым антикоррозионным маслом 743; прочие защищаемые поверхности деталей и узлов покрываются антикоррозионным маслом 902.
6.3 Финишное покрытие: наносится цехом сборки, требуется два слоя, толщина слоя 35-40 мкм.
6.4 Цвет финишного покрытия должен соответствовать единым требованиям к окраске оборудования.
 (4)")
связаться с нами
Сопутствующие популярные продукты

Комплект из 9 редукторов для линии шириной 1450 мм Сианьский институт тяжёлого машиностроения, для Хэбэй Цзинъе( очистка, правка-тяжение, обрезка кромок — 5 разматывателей, 4 моталки)
Толщина полосы: 0,2–2,5 мм Ширина полосы: 750–1330 мм Наружный диаметр рулона: Φ1000–Φ2100 мм Внутренний диаметр рулона: Φ508 мм/Φ610 мм

Главный привод и редукторы для левой/правой моталки для Чжунчжунъюань Синьюй Машинери
Таблица технических параметров левого/правого намотчика Вес рулона: Макс. 28,6 тонн Внутренний ди...
Проект линии подготовки для Чайна Металлурджи Саус Ляньган (2 разматывателя, 1 моталка)
Марки стали: низкоуглеродистая сталь, обычная углеродистая конструкционная сталь, высококачественная углеродистая конструкционная сталь, низколегированная высокопрочная конструкционная сталь, автомобильная конструкционная сталь, контейнерная сталь
Чистовой стан холодной прокатки алюминиевой ленты шириной 1850 мм для Лидао Чайна Ноуфер Технолоджи (1 разматыватель, 1 моталка)
Толщина материала: 0,05–1,5 мм Ширина материала: 900–1750 мм Внутренний диаметр рулона: 610 мм Максимальный внешний диаметр: 2300 мм

Редуктор типа JBYN420 Чайна Ноуфер Технолоджи
Передаточное число рассчитано на основе максимальной скорости 700 м/мин при диаметре рабочего валка φ390 мм; Данная коробка передач представляет собой одноступенчатую трансмиссию с селектором высокой/низкой передачи и механизмом с двумя роликами, позволяющим переключать высокую/низкую скорость; Параметры двигателя (фактические): два агрегата мощностью 600 кВт, работающие при 350/1050 об/мин

Проект линии непрерывного травления и отжига для Чайна Металлурджи Саус Ляньган (8 комплектов)
Стандартные анкерные болты должны соответствовать требованиям GB/T799-1988, класс 4.6. Анкерные болты с Т-образной головкой должны соответствовать требованиям JB/ZQ4362-1997, класс 5.6 (для разматывающих устройств, перемоточных устройств и опор для хранения рулонов).

Линия травления и отжига в Индонезии Ичжун (CFHI) Иньдо Жуйпу(2 разматывателя, 1 моталка)
Катушка разматывателя (диапазон расширения): 580–771 мм Конструкция катушки разматывателя: призматический втулочный тип Метод разматывания: верхнее разматывание Передаточное число редуктора разматывателя: i=27,607
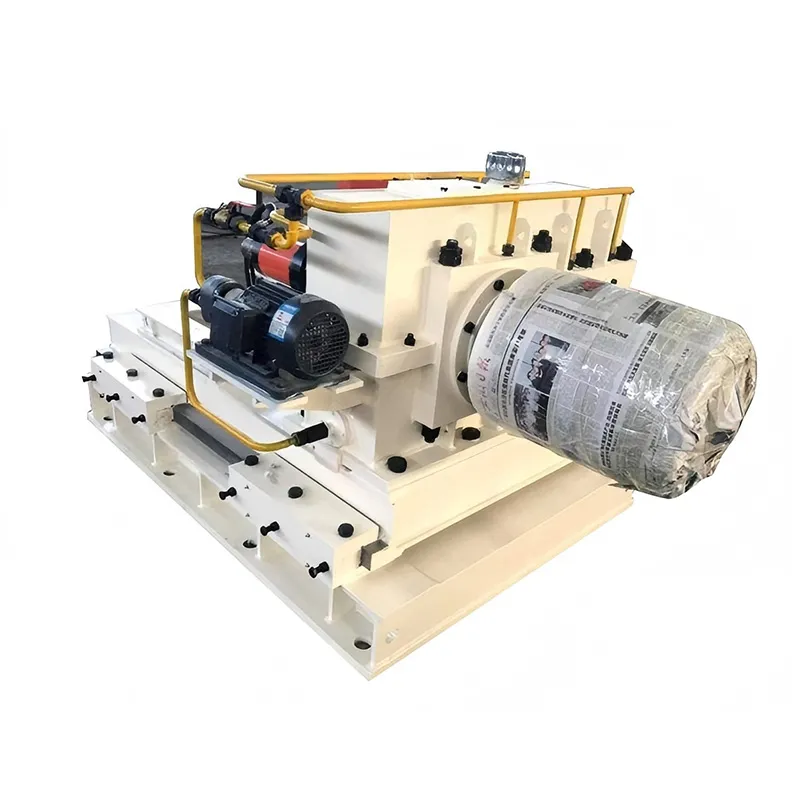
Редуктор для высокоскоростного мотального устройства / редуктор узкого исполнения для узкополосной навивки
Высокоскоростное мотальное устройство для никелевой ленты представляет собой навивное оборудование, объединяющее прецизионную передачу и систему контроля натяжения.
Звездочки & ведущий/ведомый вал-шестерня
Звездочки используются в сочетании с цепью для передачи мощности или транспортировки материалов. Ведущий/ведомый вал-шестерня представляет собой деталь, в которой зубчатое колесо и вал выполнены как единое целое.
Линия травления и правления №1 шириной 2250 мм для Чайна Металлурджи СИЭЙДИ Гуанси Шэнлун (1 разматыватель, 1 моталка)
Марки стали: низкоуглеродистая сталь, обычная углеродистая конструкционная сталь, высококачественная углеродистая конструкционная сталь, низколегированная высокопрочная конструкционная сталь, автомобильная конструкционная сталь, контейнерная сталь
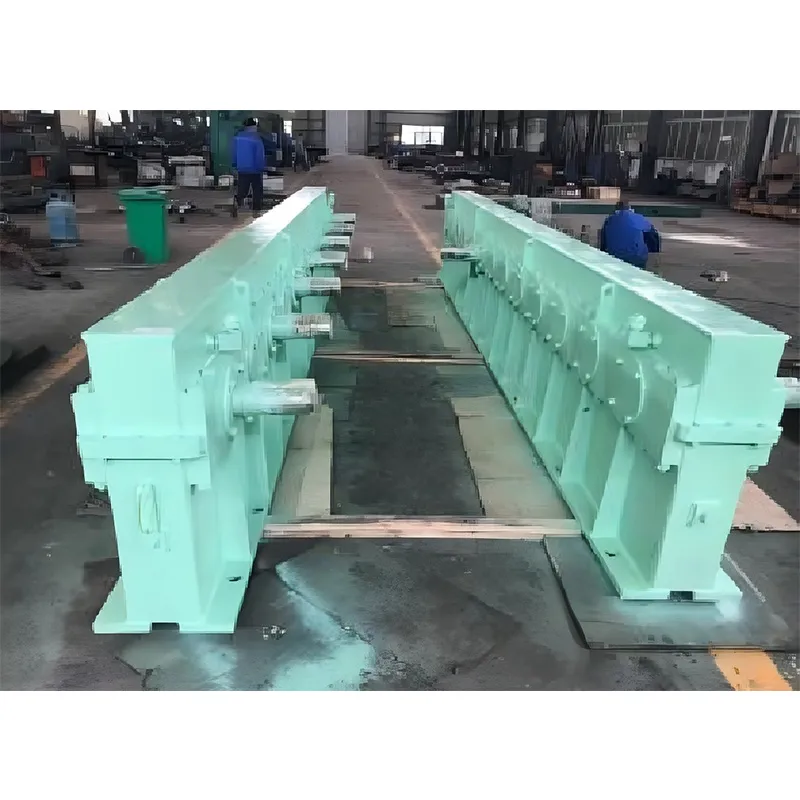
Прокатная клеть с короткой линией напряжений
Это революционная концепция конструкции прокатной клети. Её ключевой принцип заключается в максимально короткой линии передачи усилия прокатки (линии напряжений).

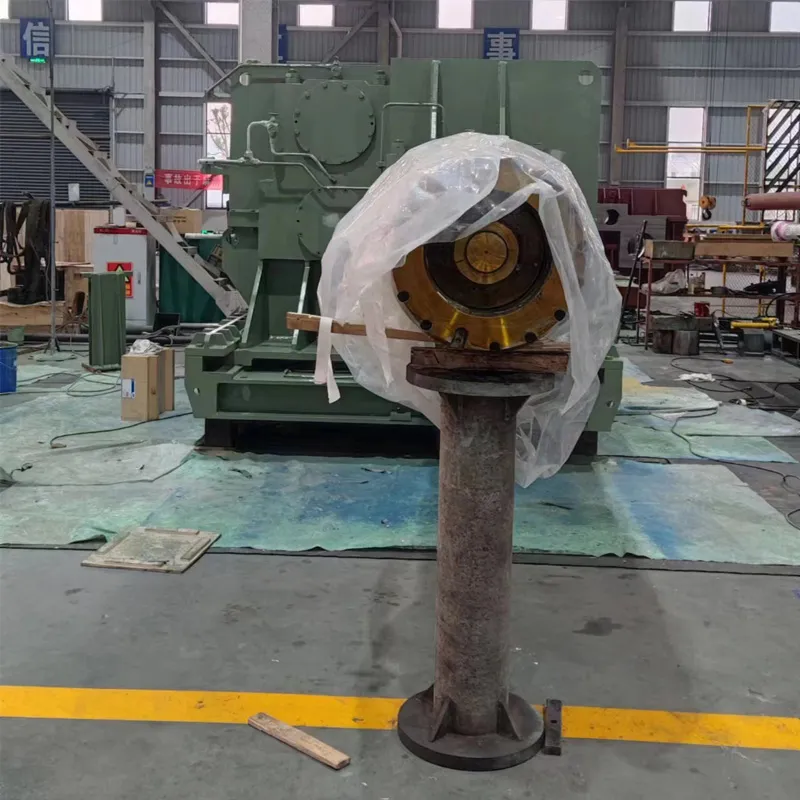
Проект для Чжунчжунъюань Маган (2 разматывателя, 1 моталка)
Катушконамотчик состоит из барабана, редуктора, толкателя и передаточного механизма. Барабан имеет четырехугольную пирамидальную конструкцию с четырьмя секторными пластинами, одна из которых оснащена гидравлическими зажимами.
Прямозубые, косозубые и двухвенцовые зубчатые колеса
Прямозубые колеса используются в простых передачах; косозубые колеса являются наиболее распространенным типом зубьев в промышленных редукторах; двухвенцовые колеса применяются в коробках передач станков, судовых силовых установках, тяжелых транспортных средств.
2 комплекта для линии щелочной очистки для Шаньдун Чуансинь №1 Чайна Ноуфер Технолоджи
Толщина материала: 0,5–4,0 мм Ширина материала: 900–1750 мм Внутренний диаметр рулона: 510 мм Максимальный внешний диаметр: 2100 мм
Редуктор типа DCY
Трехступенчатый редуктор с твердозубчатыми колесами коническо-цилиндрического типа. Первая ступень — коническая передача, обеспечивающая перекрещивание осей ввода и вывода мощности под углом 90 градусов.

Входной/выходной редуктор
Устанавливается в приводной цепи разматывающего устройства на входе или мотального устройства на выходе прокатной линии, располагаясь между главным двигателем и редуктором разматывателя/моталки.









